高频焊接是一种常用的焊接方法,如图12(a)所示是 焊接的原理示意图.将半径r=0.10 m的待焊接的环形金属工件放在线圈中,然后在线圈中通以高频变化电流,线圈产生垂直于工件所在平面匀强磁场,磁场方向垂直线圈所在平面向里,磁感应强度B 随时间t的变化规律如图(b)所示.工件非焊接部分单位长度上的电阻R0=1.0×10-3Ω·m-1,焊缝处的接触电阻为工件非焊接部分电阻的9倍.焊接的缝宽非常小,不计温度变化对电阻的影响.求:
(1)0~2.0×10-2 s和2.0×10-2 s~3.0×10-2 s时间内环形金属工件中感应电动势各是多大?
(2)0~2.0×10-2 s和2.0×10-2 s~3.0×10-2 s时间内环形金属工件中感应电流的大小,并在图(c)中定量画出感应电流随时间变化的i—t图象(以逆时针方向电流为正).
(3)在t=0.30 s内电流通过焊接处所产生的焦耳热.
如图所示,两平行导轨相距0.2m,与水平面夹角为370,金属棒MN的质量为0.1kg,与导轨间的动摩擦因数为0.5,整个装置处在垂直斜面向上的匀强磁场中,电源电动势E=6.0V,内阻r=1.0Ω,电阻R=2.0Ω,其它电阻不计,设最大静摩擦力等于滑动摩擦力,为使MN处于静止状态,求磁感应强度B的大小应满足的条件?(g="10" m/s2)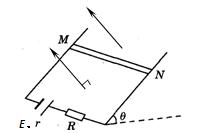
如图所示,放置在水平地面上一个高为h=40cm的金属容器内有温度为t1=27℃空气,容器侧壁正中央有一阀门,阀门细管直径不计。活塞质量为m=5.0kg,横截面积为s=20cm2。现打开阀门,让活塞下降直至静止。不计摩擦,外界大气压强为p0=1.0×105Pa 。阀门打开时,容器内气体压强与大气压相等,g取10 m/s2。求:
(1)若不考虑气体温度变化,则活塞静止时距容器底部的高度h2;
(2)活塞静止后关闭阀门,对气体加热使容器内气体温度升高到327℃,求此时活塞距容器底部的高度h3。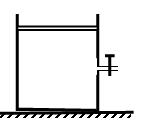
如图所示,abcd是长为2L、宽为L的长方形区域,该区域内存在垂直于纸面向里匀强磁场,磁感应强度的大小为B。在ab边中点M有一粒子源,该粒子源能不断地向区域内发出质量为 、电量大小为q的带负电的粒子,粒子速度的大小恒定,沿纸面指向各个方向,不计粒子重力。其中垂直于ab边入射的粒子恰能从ad边中点N射出磁场。求:
、电量大小为q的带负电的粒子,粒子速度的大小恒定,沿纸面指向各个方向,不计粒子重力。其中垂直于ab边入射的粒子恰能从ad边中点N射出磁场。求:
(1)粒子入射的速度大小;
(2)bc边有粒子射出的宽度。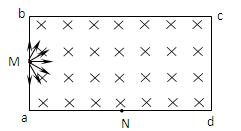
如图所示,空间存在竖直向下的匀强电场,电场强度E大小为2.0×102V/m。现有质量m=1.0kg,带电量大小为q=+3.0×10-2C的小球,从高为H=8.0m的水平桌面边缘处以速度V0=10.0m/s水平飞出。(g=10m/s2)
求:(1)小球落地点与桌面的水平距离S。
(2)小球落地时的动能。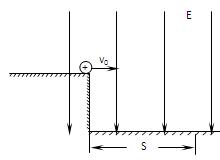
 位时间内穿过入口S1处离子流的能量为多大?
位时间内穿过入口S1处离子流的能量为多大?
 粤公网安备 44130202000953号
粤公网安备 44130202000953号