高频焊接是一种常用的焊接方法,图1是焊接的原理示意图。将半径r=0.10m的待焊接环形金属工件放在线圈中,然后在线圈中通以高频变化的电流,线圈产生垂直于工件平面的匀强磁场,磁场方向垂直线圈平面向里,磁感应强度B随时间t的变化规律如图2所示。工件非焊接部分单位长度上的电阻R0=1.0×10-3m-1,焊缝处的接触电阻为工件非焊接部分电阻的9倍。焊接的缝宽非常小,不计温度变化对电阻的影响。求: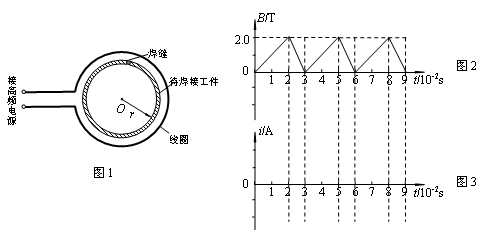
(1)0~2.010-2s和2.010-2s~3.010-2s时间内环形金属工件中感应电动势各是多大;
(2)0~2.010-2s和2.010-2s~3.010-2s时间内环形金属工件中感应电流的大小,并在图3中定量画出感应电流随时间变化的i-t图象(以逆时针方向电流为正);
(3)在t=0.10s内电流通过焊接处所产生的焦耳热。
如图所示,两个光滑的定滑轮的半径很小,表面粗糙的斜面固定在地面上,斜面的倾角为 。用一根跨过定滑轮的细绳连接甲、乙两物体,把甲物体放在斜面上且连线与斜面平行,把乙物体悬在空中,并使悬线拉直且偏离竖直方向
。用一根跨过定滑轮的细绳连接甲、乙两物体,把甲物体放在斜面上且连线与斜面平行,把乙物体悬在空中,并使悬线拉直且偏离竖直方向 。现同时释放甲乙两物体,乙物体将在竖直平面内振动,当乙物体运动经过最高点和最低点时,甲物体在斜面上均恰好未滑动。已知乙物体的质量为m=1kg,若取重力加速度g=10
。现同时释放甲乙两物体,乙物体将在竖直平面内振动,当乙物体运动经过最高点和最低点时,甲物体在斜面上均恰好未滑动。已知乙物体的质量为m=1kg,若取重力加速度g=10 。求:甲物体的质量及斜面对甲物体的最大静摩擦力。
。求:甲物体的质量及斜面对甲物体的最大静摩擦力。
如图所示,在一个倾角为 的斜面上,有一个质量为m、电量为q的带正电物体,空间存在着方向垂直斜面向下的匀强磁场,磁感强度大小为B,带电物体与斜面间的动摩擦因数为
的斜面上,有一个质量为m、电量为q的带正电物体,空间存在着方向垂直斜面向下的匀强磁场,磁感强度大小为B,带电物体与斜面间的动摩擦因数为 ,它在斜面上沿什么方向、以多大的速度运动,可以保持匀速直线运动的状态不变?
,它在斜面上沿什么方向、以多大的速度运动,可以保持匀速直线运动的状态不变?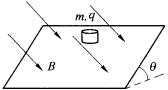
如图所示,水平传送带水平段长l=3m,两皮带轮半径均为r=5cm,距地面高度h=3.2m,此时传送带静止。与传送带等高的光滑平台上,有一个可看成质点的小物体以v0的初速度滑上传送带,从传送带的右端飞出做平抛运动,水平射程是1.6m。已知物块与传送带间的动摩擦因数为0.2,g=10m/s2。求:
(1)物体的初速度 ;
;
2)保持其它条件不变,为使物块作平抛运动的水平射程最大,则皮带轮至少应以多大的角速度转动?
一物块以一定的初速度沿斜面向上滑出,利用速度传感器可以在计算机屏幕上得到其速度大小随时间的变化关系如图所示,g=10m/s2。求:
(1)物块上滑和下滑的加速度大小a1、a2,及向上滑行的最大距离x;
(2)斜面的倾角θ及物块与斜面间的动摩擦因数μ。

 粤公网安备 44130202000953号
粤公网安备 44130202000953号