如图所示,坐标系xOy位于竖直平面内,在该区域内有场强E=12N/C、方向沿x轴正方向的匀强电场和磁感应强度大小为B=2T、沿水平方向且垂直于xOy平面指向纸里的匀强磁场.一个质量m=4×10 kg,电量q=2.5×10C带正电的微粒,在xOy平面内做匀速直线运动,运动到原点O时,撤去磁场,经一段时间后,带电微粒运动到了x轴上的P点.取g=10 m/s2,求:
kg,电量q=2.5×10C带正电的微粒,在xOy平面内做匀速直线运动,运动到原点O时,撤去磁场,经一段时间后,带电微粒运动到了x轴上的P点.取g=10 m/s2,求:
(1)P点到原点O的距离;
(2)带电微粒由原点O运动到P点的时间.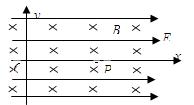
如图甲所示,一对平行光滑轨道放置在水平面上,两轨道间距L=0.20m,电阻R=1.0Ω,有一导体杆静止 放在轨道上,与两轨道垂直,杆及轨道的电阻可忽略不计,整个装置处于磁感强度B=0.50T的匀强磁场中,磁场方向垂直轨道面向下,现用一外力F沿轨道方向拉杆,使之做匀加速运动,测得力F与时间t的关系如图乙所示,求杆的质量m和加速度a.
放在轨道上,与两轨道垂直,杆及轨道的电阻可忽略不计,整个装置处于磁感强度B=0.50T的匀强磁场中,磁场方向垂直轨道面向下,现用一外力F沿轨道方向拉杆,使之做匀加速运动,测得力F与时间t的关系如图乙所示,求杆的质量m和加速度a.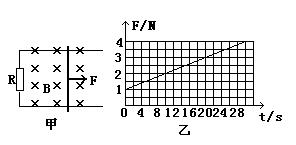
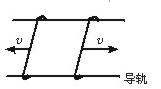
两根相距d="0.20" m的平行金属长导轨固定在同一水平面内,并处于竖直方向的匀强磁场中,磁场的磁感应强度B="0.20" T,导轨上面横放着两条金属细杆,构成矩形闭合回路.每条金属细杆的电阻为r="0.25" Ω,回路中其余部分的电阻可不计,已知两金属细杆在平行导轨的拉力作用下沿导轨朝相反方向匀速平移,速度大小都是v="5.0" m/s,如图所示,不计导轨上的摩 擦.
擦.
(1)求作用于每条金属细杆的拉力的大小.
(2)求两金属细杆在间距增加0.40 m的滑动过程中共产生的热量 .
.
如图(甲)所示,一对足够长平行光滑轨道放置在水平面上,两轨道间距l=0.5m,左侧接一阻值为R=1的电阻;有一金属棒静止地放在轨道上,与两轨道垂直,金属棒及轨道的电阻皆可忽略不计,整个装置处于垂直轨道平面竖直向下的匀强磁场中。t=0时,用一外力F沿轨道方向拉金属棒,使棒以加速度a=0.2 m/s2做匀加速运动,外力F与时间t的关系如图(乙)所示。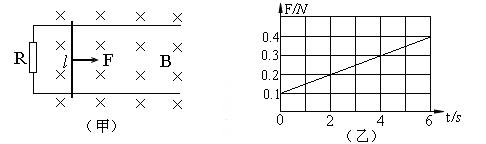
(1)求金属棒的质量m
(2)求磁感强度B
(3)当力F达到某一值时,保持F不再变化,金属棒继续运动3秒钟,速度达到1.6m/s且不再变化,测得在这3秒内金属棒的位移s=4.7m,求这段时间内电阻R消耗的电能。
如图所示 ,粗糙斜面与光滑水平面通过半径可忽略的光滑小圆弧平滑连接,斜面倾角 θ = 37°,A、C、D滑块的质量为 mA= mC= mD=" m" =" 1" kg,B滑块的质量 mB =" 4" m =" 4" kg(各滑块均视为质点)。A、B间夹着质量可忽略的火药。K为处于原长的轻质弹簧,两端分别连接住B和C。现点燃火药(此时间极短且不会影响各物体的质量和各表面的光滑程度),此后,发现A与D相碰后粘在一起,接着沿斜面前进了L =" 0.8" m 时速度减为零,此后设法让它们不再滑下。已知滑块A、D与斜面间的动摩擦因数均为 μ = 0.5,取 g = 10 m/s2,sin37°= 0.6,cos37°= 0.8。求:
(1)火药炸完瞬间A的速度vA;
(2)滑块B、C和弹簧K构成的系统在相互作用过程中,弹簧的最大弹性势能Ep。(弹簧始终未超出弹性限度)。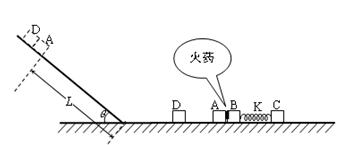
 向右运动。在小球甲的前方A点处有一质量为m2的小球乙处于静止状态,如图所示。甲与乙发生正碰后均向右运动。乙被墙壁C弹回后与甲在B点相遇,
向右运动。在小球甲的前方A点处有一质量为m2的小球乙处于静止状态,如图所示。甲与乙发生正碰后均向右运动。乙被墙壁C弹回后与甲在B点相遇, 。已知小球间的碰撞
。已知小球间的碰撞 及小球与墙壁之间的碰撞均无机械能损失,求甲、乙两球的质量之比 。
及小球与墙壁之间的碰撞均无机械能损失,求甲、乙两球的质量之比 。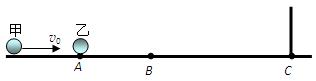
 粤公网安备 44130202000953号
粤公网安备 44130202000953号